1、注塑机行业概述
塑胶制品是日常生活必不可少的,随着现代社会节能环保的呼声不断,塑胶行业降低生产成本,成为了它们提高竞争力的关 键。而在塑胶行业的生产中,数量众多的注塑机是他们的主要生产设备,电能的损耗在其生产成本中占有很大部分的比例。特别是针对在用电形势较紧张的某些工业 城区,经常由于限电停产。因此,对注塑机进行节能技术改造的变得尤其重要。
2、工作原理和控制方式分析
以常见的定量泵为例,对注塑机进行变频节能改造。注塑机的工作过程约为:合模---射胶---保压---溶胶---冷却---开模---顶针。 由于注塑机工作时在整个生产周期中,合模和脱模,开模系统所需油压较低,且时间较短;而注射,保压,冷却系统所需油压较高,且时间较长,一般为一个工作周 期的40%~60%,同时注塑机生产时间的长短还与加工工件情况有关。
七喜HD700变频器可根据注塑机当前的工作状态,如合模、射胶、熔胶、开模等阶段以及流量和压力的设定要求,自动调节油泵的转速,调节油泵供 油量,使油泵实际供油量与注塑机实际负载流量在任何工作阶段均能保持一致,使电机在整个变化的负荷范围内的能量消耗达到所需的最小程度,基本消除溢流现 象,并确保电机平稳、精确地运行。
由油泵固有的调速特性可知,在相同流量情况下,用变频控制比用阀门控制油泵所消耗的有功功率要小得多,且流量愈小,差别愈大。由于泵类负载的特性,采用变频技术改造后,节能效果一般可达20%~60%。
3、注塑机系统流量与压力原理
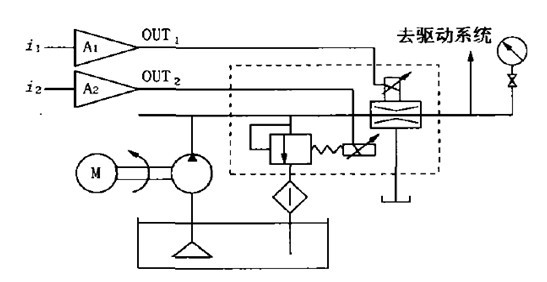
注塑机控制器通过OUT1和OUT2两路0-1A信号分别控制比例流量阀和比例压力阀的开度,用以调节系统中各工艺动作的速度和所需的压力。下图为注塑机流量与压力控制原理图:
4、变频控制电气原理
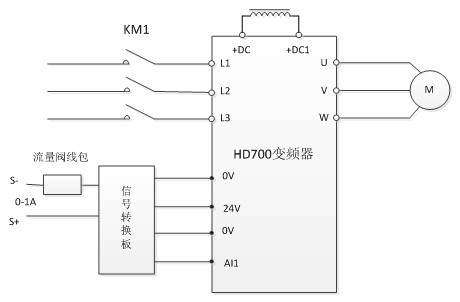
原系统电机采用星三角降压启动,根据原系统控制特点,在尽可能少的更改原系统线路及操作方式的原则下,做出如下控制方案:用变频器改造后,电机 接成三角形,变频器上电直接启动。KM1为原系统星三角启动的主接触器,S+/S-为系统的比例流量阀信号,通过信号转换板把0-1A信号转换成 0-10V信号。控制原理图如图所:
5、变频器参数设置