一.捻股机概述
捻 股机是将若干金属丝按一定捻距和捻向绞拧成股的设备,它由传动装置、捻制机体、压线瓦装置、牵引装置、安全和停车装置、收排线装置等主体部件及起重机、焊 接机、切割机等一系列辅助机械组成。通常所说的捻股机指其主体部分而不包含辅助机械。捻股机按机体结构类型有筐篮式、管式和无管式等几种。如下图所示:

框篮式和管式捻股机结构如下图:


管 式捻股机应用较多,现主要谈该机型。如图,管式捻股机由放线、主机筒体、变速和牵引、收线、电器控制等部分组成,机体由一节或数节筒体组成。载线工字轮在 机体内沿中心呈一字形排列。工字轮放线时始终保持水平状态。筒体的高速旋转与牵引装置产生的直线牵引相配合,使钢丝产生螺旋线缠绕和股的直线运动,形成了 具有一定捻距的股,从而完成了股的基本捻制动作。与筐篮式机相比,捻制原理相同,但结构却有显著改进。管式捻股机简体体积小,重心低,转动惯量小,运转速 度快,噪声低,运转平稳,操作方便,适合大部分绳股,特别是线接触钢绳股和钢绞线的捻制。添加一些专用装置,还可捻制面接触钢丝绳股、异形股。管式捻股机 转速达400~5000r/min,按机筒节数的多少和设备功率的大小,可组成6~36个工字轮的捻股机,最多可达48个工字轮,机体长达60m。管式机工字轮外缘直径为100~630mm。
捻股机的传统传动方式为机械传动,筒体由一台电动机牵动,变速和牵引则由主电动机通过地轴机械连接以及减速箱速 比变化后将动力传至牵引部分,这样获得牵引转速和筒体旋转转速间不同的相对转速差,最终实现捻出不同的捻距钢丝绳。机械传动方式效率低,故障率高,维护保 养费用大,用变速箱调节档位,操作不便、体积大,调节是有级的。在捻股过程中,钢丝张力会变化,机械传动方式不能随着张力反馈调整。有些捻股机的电机用绕 线式异步电动机拖动,在转子绕阻中串入电阻,起动时,逐段减少电阻,在这过程中,电流和转矩会突变,产生力矩跳动和机械冲击。因为张力大小及均匀性对钢丝 绳的质量有很大影响,会造成绳中的钢丝松紧不均、结构松散等缺陷,对产品质量造成不良影响,降低钢丝绳的品质。对捻股机来说,保证张力大小和均匀对提高钢 丝质量至关重要。
变频调速技术的基本原理是把电网电压的交流电压整流成直流电压,然后根据控制需要,把电压逆变成所要求的频率和交流电压,实现这种功能的设备就叫变频器。广州七喜智能设备有限公司把其生产的七喜HD700变频器用在捻股机上,频率和交流电压随时可变,让捻股机的电机起动平滑,调速简单,无级调速。七喜变频器的上位机,如PLC、工控机等控制器接收张力信息和电机速度信息,根据工艺要求做出判断,通过RS485或DP总线,发指令给七喜HD700变频器,实时根据工况进行变频调速和调力矩,保证了捻股机张力稳定和速度稳定。
二.变频器技术要求
捻股机使用变频器,根据其应用特点,对变频器提出了自己的要求。
1、速度稳定,保证出丝捻距均匀;
2、加速稳定平滑,力矩平稳,运行稳定可靠;
3、要求变频器内置RS485通讯功能,能实现上位机通讯控制。
1、2点的理由在上面已经论述,3点是因为捻股机一般有多个传动点,每个传动点各有交流电机带动。各传动点间需维持一定的速度链关系,如筒底电机为主电机,牵引电机跟踪筒底电机运行,之间保持一定的速度差。这些功能要求变频器能通讯,以迅速传递自己的速度信息和接收上位机的速度指令。
三.七喜HD700变频器在捻股机上的应用
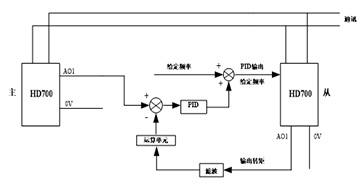
在江苏无锡某工厂的捻股机上用了三台七喜HD700变频器,通过RS485通讯(还可选配Profibus DP总线),受PLC控制,接收PLC发出的指令和运行频率。整个系统接线简单,三台变频器用串行方式连接,PLC接上一台变频器(定为1号),1号变频器再连接2号,2号连接3号,其系统框图如图:

在运行时,PLC根据各运动点位置和速度,经计算后,发送指令给七喜HD700变频器,变频器根据指令驱动电机按要求运行。七喜HD700变频器采用开环矢量控制,转矩控制精度≤7%,转矩脉动≤2%,稳态运行转速精度≤1%n0,使捻股机在运行时,钢丝绳张力稳定均匀、速度平稳。通过实时总线通讯,七喜HD700变频器的频率、电流、运行、故障信号等内部参数可在触摸屏上实时查看,对变频器的频率、电流、电压等各种控制参数可实时控制,方便操作人员操作和维护。工厂现场的七喜HD700变频器接线图如下图:
变频器接线图

四.七喜变频器HD700应用特点
1采用矢量模式控制,低频转矩大,过载能力强;力矩控制精度和速度稳定性高。
2.内置RS485通讯功能,选配件支持PROFIBUS通讯,通讯方式丰富;
3.采用双CPU控制,控制精确,速度稳定。